Different Types of Gates in Injection Molding
Gate design plays an important role in injection mold design because it directly affects melt flow, filling balance, pressure loss, weld lines, surface appearance, deformation risk, and gate vestige after molding. The location, size, and type of gate must be selected according to the product structure, cosmetic requirements, material behavior, and mold layout.
In actual injection molding projects, different gate types are used for different products and tooling requirements. Below are some common types of gates used in injection molding and their typical applications.
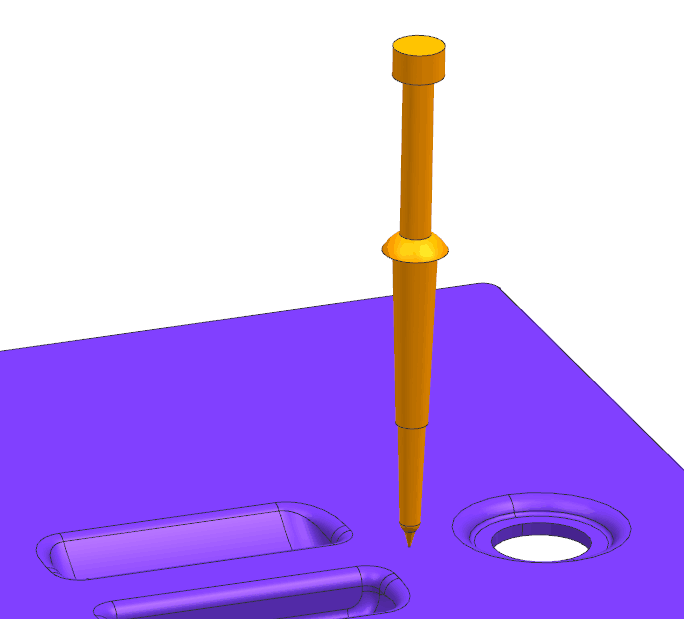
Pin-Point Gate
A pin-point gate has a very small cross-sectional area and is commonly used for materials with good flow performance. Because the gate is small, it can often be separated automatically during demolding, which helps improve appearance and supports efficient production. Pin-point gates are commonly used in multi-cavity molds and are often combined with a three-plate mold structure.
However, because the gate is small, pressure loss can be higher, and molding defects such as flow marks, burn marks, or black spots may occur if the gate design or process settings are not properly controlled. Pin-point gates may be designed as single-point, double-point, or multi-point gates depending on the product requirements.
Edge Gate
An edge gate is usually positioned along one side of the part and is one of the most common gate types in injection molding. Its cross-section is typically rectangular, and it is suitable for many standard product structures. Edge gates are practical for products that allow gating from the parting line area and are often used in molds with one or multiple cavities.
This type of gate is relatively easy to machine and adjust, making it a practical choice for many general plastic parts. Gate vestige and appearance impact should still be considered when selecting the final gate position.
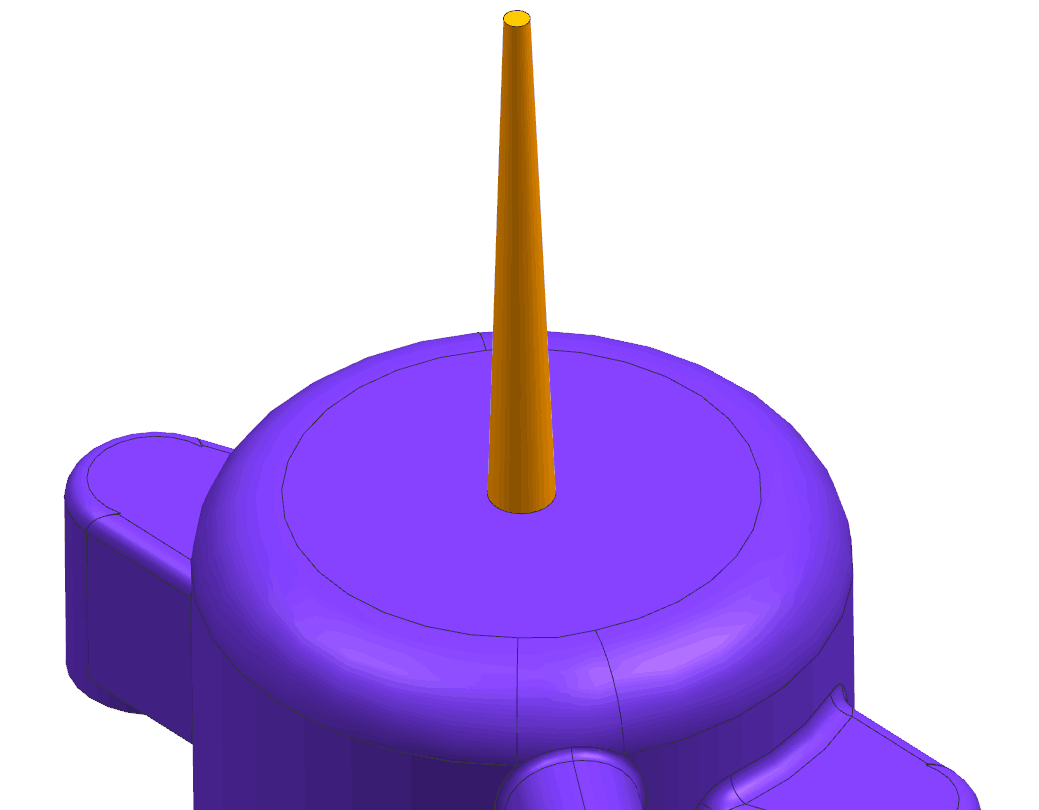
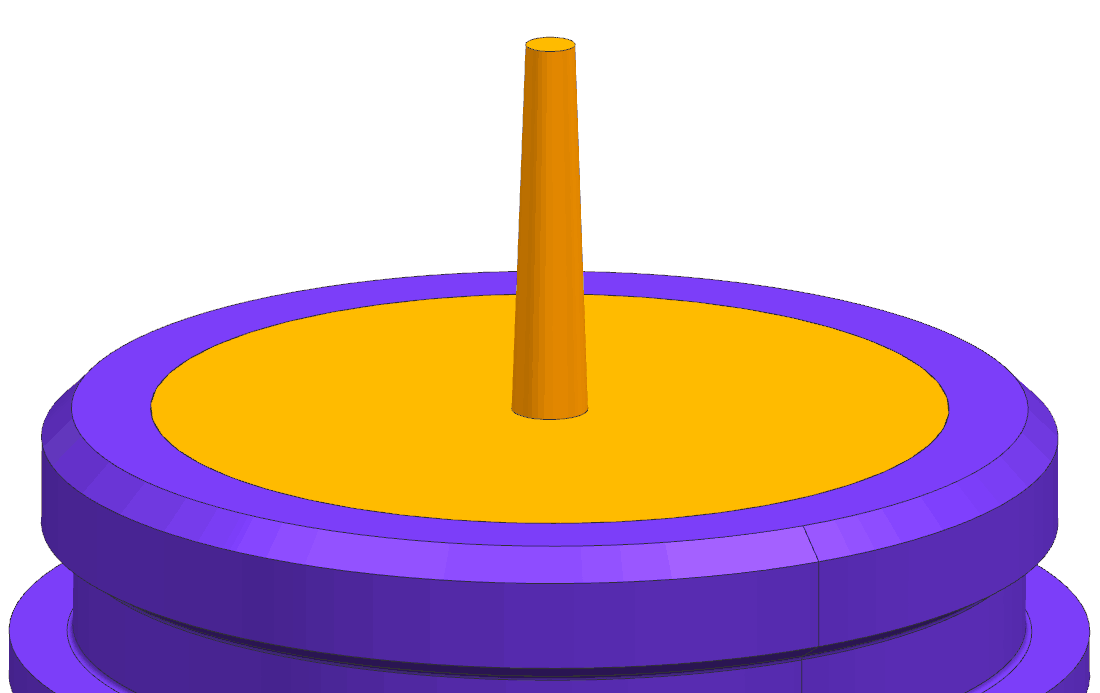
Direct Gate or Sprue Gate
A direct gate, also called a sprue gate, feeds molten plastic directly from the main runner into the cavity. This type of gate is often used for deep, large, single-cavity parts such as box-shaped or shell-shaped components. Because the flow path is short, pressure loss is relatively low, which can help improve filling performance.
The main disadvantage is that gate removal is less convenient and the gate mark is usually more obvious. For this reason, direct gates are generally used where gate appearance is less critical or where flow performance is the higher priority.
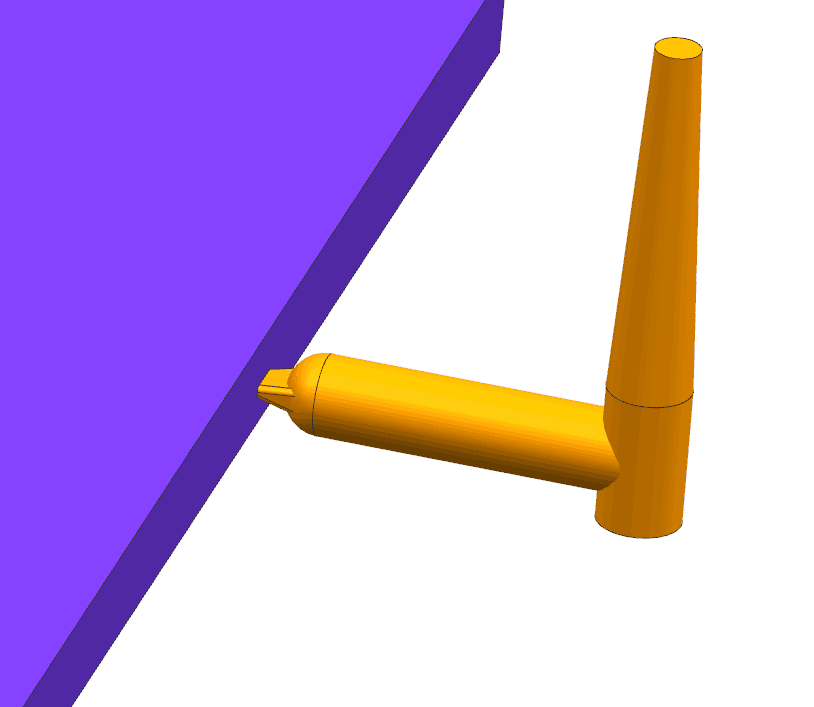
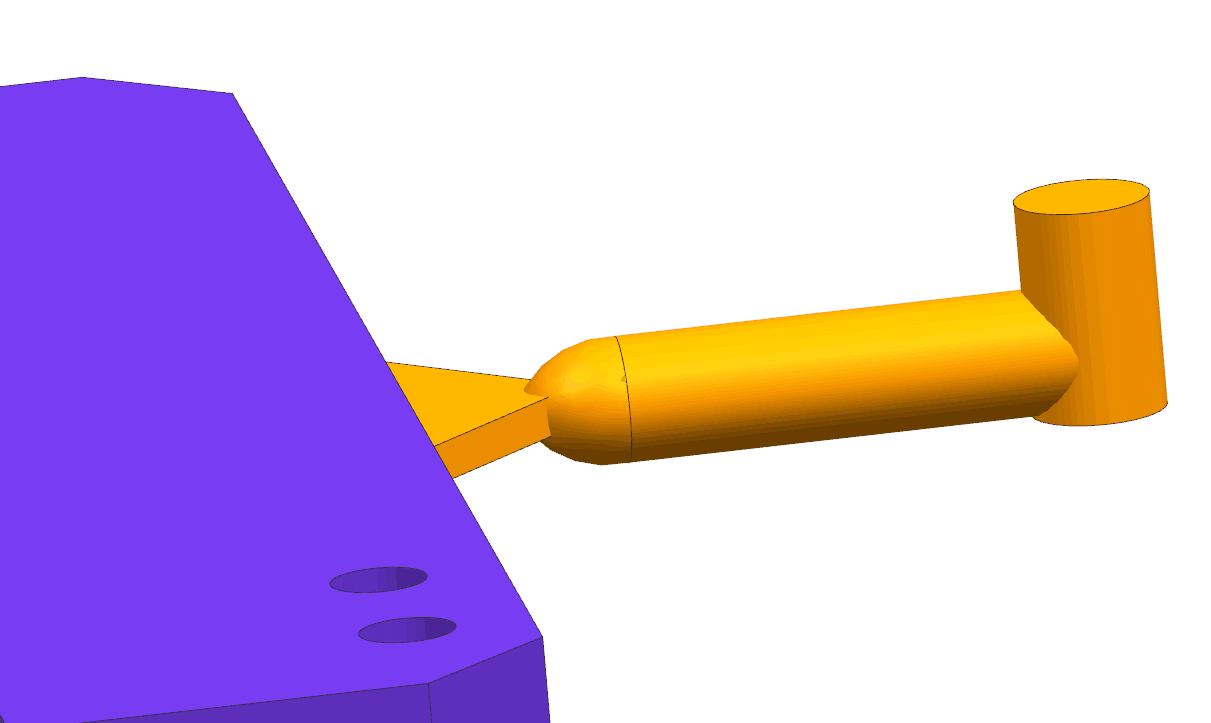
Submarine Gate
A submarine gate, also known as a tunnel gate, is located below or beside the parting line and enters the product from the side or underside. The gate is designed so that it can be cut automatically during ejection, which makes it suitable for higher-efficiency production and, in many cases, automated processing.
This type of gate can help hide the gate vestige in a less visible area, but it also has limitations in gate size and processing stability. It is more suitable for parts with appropriate wall thickness and gate location conditions.
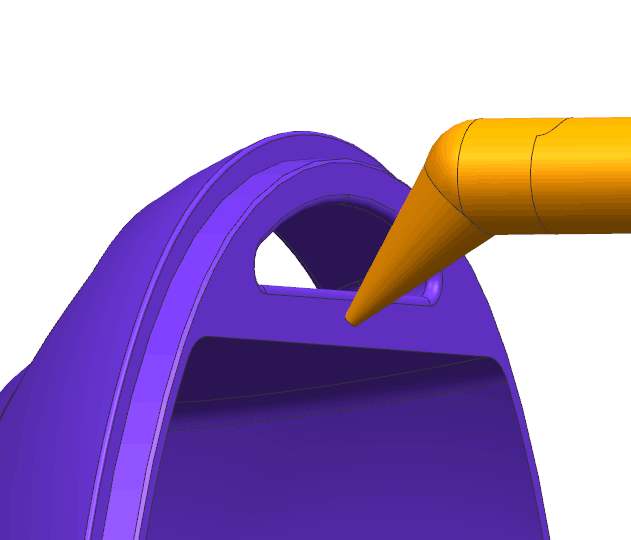
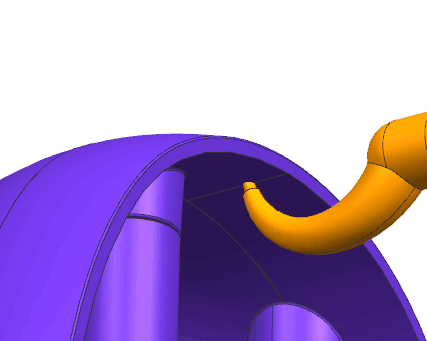
Banana Gate
A banana gate is similar in principle to a submarine gate, but its flow path is curved so that the injection point can be positioned behind or below an important cosmetic surface. This makes it useful when the visible face of the part should remain cleaner or when the gate location must be hidden from normal view.
Like submarine gates, banana gates are automatically sheared during ejection. They are useful in many cosmetic plastic parts, but gate size, machining accuracy, and flow limitations still need careful evaluation during mold design.
Disk Gate
A disk gate distributes melt around the outer circumference of the part in a more symmetrical manner. This type of gate helps the cavity fill more evenly and can improve balance in round or cylindrical products. Because the filling pattern is more uniform, it can also help reduce weld line visibility and support better venting performance.
Disk gates are typically used in special product structures where circumferential filling is beneficial.
Fan Gate
A fan gate gradually widens from the runner into a broader gate shape before entering the cavity. It is commonly used for flat, thin, or wide plastic parts because it helps spread the melt flow more evenly across the entry area. This can reduce flow marks, lower directional stress, and improve filling behavior in thin-wall sections.
Fan gates are often selected when the product requires better flow distribution and lower local stress concentration at the gate area.
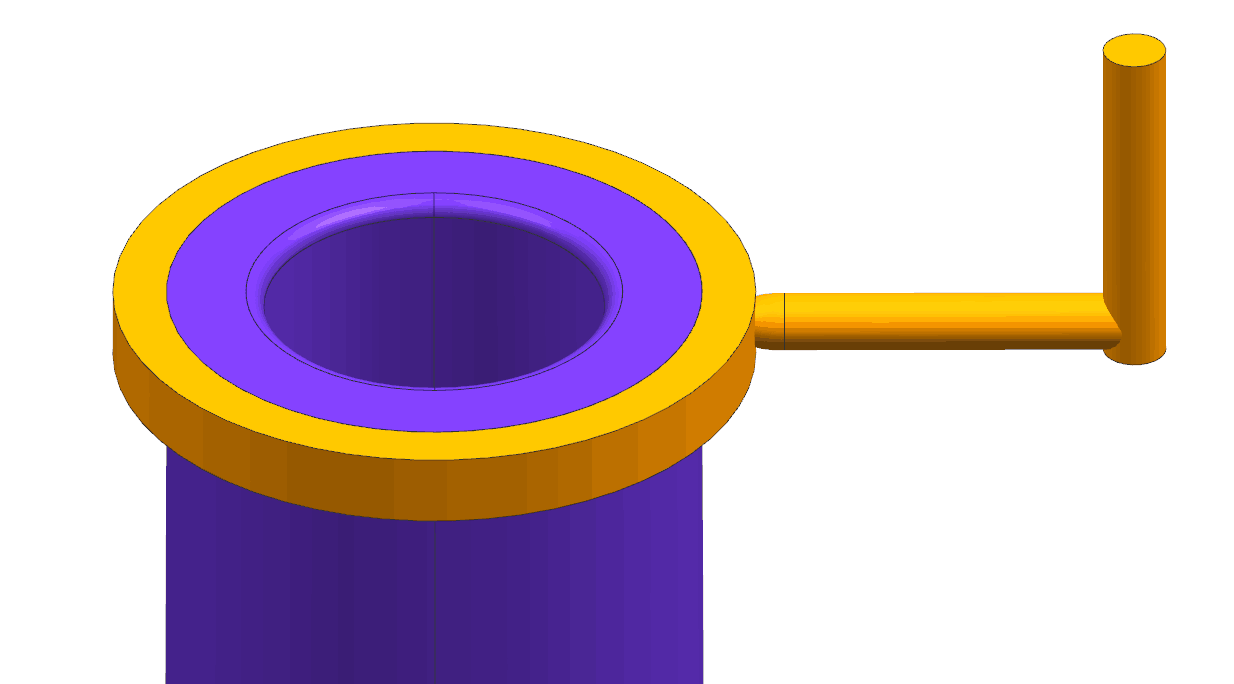
Ring Gate
A ring gate introduces molten plastic around the full outer circumference of a round product. This allows the material to fill evenly around the core and can improve balance, venting, and surface consistency. Ring gates are commonly used for cylindrical or round parts where uniform circumferential filling is important.
Because the melt enters from all around the product, this gate type can help reduce weld lines and improve overall filling uniformity in suitable applications.
How to Choose the Right Gate Type
Different gate types are suitable for different product structures, cosmetic requirements, plastic materials, mold layouts, and production targets. In practice, gate selection should not be based on gate type alone. It should also consider wall thickness, flow length, shrinkage behavior, part deformation risk, gate trimming method, and final product appearance.
A proper gate design helps improve molding stability, reduce defects, and support better manufacturability in both sampling and mass production.
Injection Mold Design Support from FITMOLD
FITMOLD provides injection mold design and manufacturing support for custom plastic parts in different industries. Based on part structure, material selection, appearance requirements, and production goals, we help customers evaluate gate design, mold feasibility, and manufacturability before tooling begins.
If you have questions about injection gate design or custom mold development, FITMOLD can support your project from design review to mold manufacturing and production.
Contact us: sales@fitmold.com