Common Failure Types and Hardness Requirements of Cold Work Dies
Cold work dies are exposed to extremely high pressure, repeated impact, friction, and wear during production. Because of these demanding conditions, die failure is a common issue that can affect production efficiency, part quality, and tooling cost.
The main failure modes of cold work dies are overload failure and wear failure, which together account for approximately 80% to 90% of all die failures.
Main Failure Types of Cold Work Dies
Different cold work dies are exposed to different stress conditions, so their most common failure modes are not always the same.
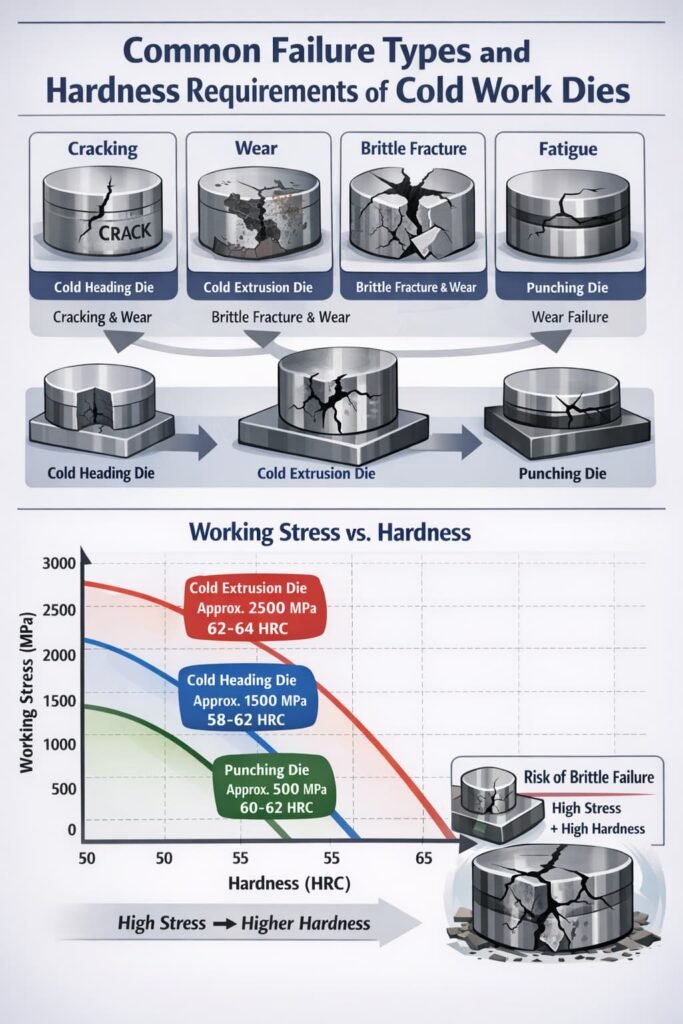
- Cold heading dies mainly fail because of cracking or abnormal wear, including local chipping and partial material loss.
- Cold extrusion dies are more likely to experience brittle fracture or severe wear because they operate under extremely high compressive loads.
- Cold punching dies mainly fail through wear because of repeated contact and friction with the workpiece material.
Among these different tooling types, cold extrusion dies are exposed to the highest working stress and therefore have the greatest risk of brittle cracking failure.
Why Cold Work Dies Fail
Although wear and overload are the most common causes of failure, the actual reasons behind die failure are often much more complicated.
Factors that can influence die life include:
- Tool steel material selection
- Heat treatment quality
- Working equipment accuracy and condition
- Surface quality of the workpiece material
- Mold structure and dimensional precision
- Machining quality during mold production
- Operator skill and production consistency
- Unexpected or random overload conditions
These factors often interact with each other, making failure analysis more difficult. Human beings love pretending failure is caused by one simple reason, but tooling has a habit of collapsing from five problems at once.
Relationship Between Working Stress and Hardness
The required hardness of cold work die steel depends heavily on the type of tooling and the stress level during operation.
Industry statistics show the following typical stress and hardness ranges:
- Cold extrusion dies: approximately 2500 MPa working stress with hardness of 62-64 HRC
- Cold heading dies: approximately 1500 MPa working stress with hardness of 58-62 HRC
- Cold punching dies: approximately 500 MPa working stress with hardness of 60-62 HRC
Cold extrusion dies experience the highest stress levels, so they usually require the highest hardness and the greatest resistance to brittle fracture.
In actual production, dies are also subjected to random impact loads that may increase stress by another 10% to 20%. In some local areas of the die, the real stress level may be even higher than the average working stress.
How Hardness Affects Die Life
The service life of a cold work die is closely related to its working hardness. However, higher hardness does not always mean longer life.
If the hardness is too low, the die may wear quickly and lose dimensional accuracy. If the hardness is too high, the die may become brittle and crack under heavy load or impact.
For this reason, selecting the correct hardness range is always a balance between wear resistance and toughness.
For example, high-speed steel such as W6Mo5Cr4V2 is often used for cold extrusion punches because it can maintain high hardness while still providing enough toughness to resist cracking.
Why Early Failure Needs Careful Analysis
When a cold work die fails much earlier than expected, it is important to investigate the actual cause rather than simply replacing the tool with the same design and material.
Early die failure may be related to:
- Improper heat treatment
- Incorrect hardness selection
- Poor surface finish
- Tool geometry problems
- Local stress concentration
- Insufficient lubrication
- Poor material quality
A proper failure analysis can help improve die design, reduce production downtime, and extend tooling life.