Direct Rapid Tooling Methods for Mold Manufacturing: SLS, SLA, 3DP, and LOM
Direct rapid tooling uses rapid prototyping technology to manufacture mold components more directly, reducing development time compared with traditional mold making. Several important direct rapid tooling methods are used in mold manufacturing, each with different materials, processes, and performance characteristics.
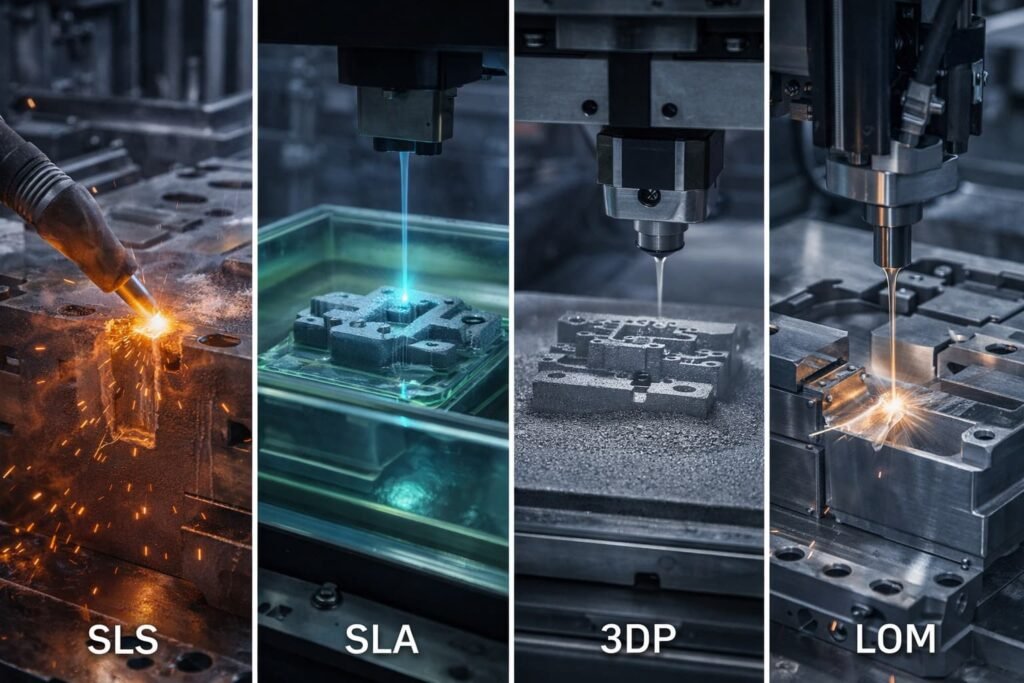
SLS Laser Powder Sintering
Selective Laser Sintering (SLS) builds parts layer by layer by spreading a thin layer of powder across the build platform. After leveling, a laser selectively sinters the required cross-section of the layer. Additional powder is then spread, and the process repeats until the final part is completed.
Two widely known commercial SLS-based tooling methods are the Rapid Tool process developed by DTM in the United States and the DirectTool process developed by EOS in Germany.
Rapid Tool Process
This process uses steel powder coated with a binder. During laser scanning, the binder melts and bonds the metal particles together, creating a porous green part with approximately 45% porosity.
After drying, the part is placed in a high-temperature furnace for sintering and copper infiltration. The final tool material is typically around 65% steel and 35% copper. Grinding and other finishing operations are then used to complete the mold.
DirectTool Process
In the DirectTool process, low-melting-point metal is infiltrated into the base metal powder during sintering. This helps reduce porosity, compensate for shrinkage, and improve dimensional stability.
By carefully controlling dimensional expansion during processing, final shrinkage can be reduced to nearly zero.
SLA Method for Injection Mold Making
Stereolithography (SLA) uses epoxy-based photosensitive resin and laser curing to build mold components with high dimensional accuracy and good surface finish.
A dense laser scanning strategy is typically used on molding surfaces to ensure highly uniform exposure. Because of its accuracy, SLA is commonly used to create master patterns and prototype molds.
In some cases, mold cavities or cores can also be produced directly by SLA. These molds can process various thermoplastics, including certain abrasive materials. Typical mold life is around 200 shots, with a lead time of approximately two weeks.
However, because epoxy resin has poor thermal conductivity, injection cycles may be longer compared with conventional metal molds.
3D Printing Method
The 3DP process, originally developed by MIT, uses a print head to selectively deposit binder onto a metal powder bed. The powder is bonded layer by layer to create the required geometry.
The initial green part has a relatively low density of about 50%. After binder removal and copper infiltration, the final density can exceed 92%.
Typical layer thickness is around 0.17 mm, and dimensional accuracy is generally about ±0.1 mm. One major advantage of 3DP is material flexibility, allowing different materials to be used for different tooling applications or even within the same mold structure.
This process is also suitable for producing large components with complex geometries.
LOM Method
Laminated Object Manufacturing (LOM) for tooling uses thin metal sheets that are stacked directly on the machine.
Based on the CAD model, each metal sheet is cut by laser or water jet to create the required contour. The sheets are then bonded together through diffusion bonding to form a pseudo-solid metal part.
Because the sheet thickness is relatively large, the finished part often has a visible step effect between layers. As a result, finish machining is usually required after lamination.
Even with this limitation, LOM provides another effective option for manufacturing metal tooling structures quickly.
Choosing the Right Direct Rapid Tooling Method
Each direct rapid tooling method offers different advantages for mold manufacturing. The most suitable process depends on factors such as mold life, dimensional accuracy, material requirements, production volume, and cost targets.