Residual Stress and Yield Strength Changes in Spiral Tube Forming
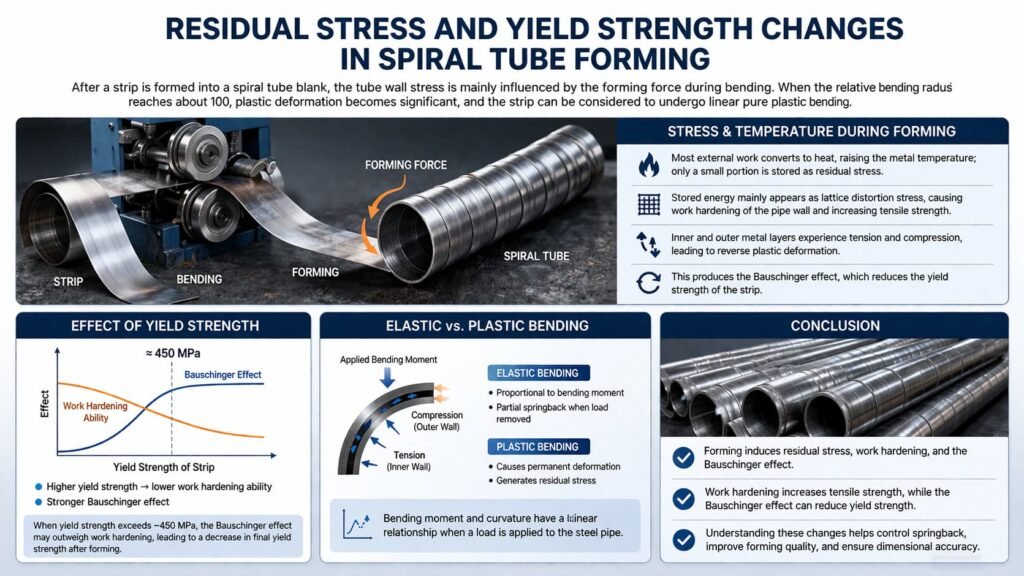
After a strip is processed into a spiral tube blank, the stress generated in the tube wall is mainly influenced by the forming force applied during the strip bending process. According to plastic deformation theory, when the relative bending radius of the strip reaches approximately 100, plastic deformation becomes significant. For this reason, the bending deformation of the formed strip is generally regarded as linear pure plastic bending.
During the deformation process, most of the external work applied to the metal is converted into heat energy, causing the temperature of the material to rise. Only a small portion of the work remains stored in the metal itself and forms residual stress inside the material.
Most of this stored energy exists in the form of lattice distortion stress. This stress is mainly reflected in the work hardening of the pipe wall, which can increase the tensile strength of the steel pipe. At the same time, the inner and outer layers of the metal are subjected to different tensile and compressive forces. This difference can lead to reverse plastic deformation, which then produces the Bauschinger effect and causes a reduction in the yield strength of the strip.
Effect of Yield Strength on Work Hardening and the Bauschinger Effect
The original yield strength of the strip has a major influence on both its work hardening ability and the Bauschinger effect. As the yield strength of the strip increases, its ability to undergo work hardening decreases, while the influence of the Bauschinger effect becomes stronger.
When the strip yield strength exceeds approximately 450 MPa, the reduction caused by the Bauschinger effect becomes greater than the strengthening effect caused by work hardening. At this point, the final yield strength of the strip may decrease after forming.
Elastic and Plastic Bending Behavior
In addition to plastic deformation, elastic bending deformation may also occur during the tube forming process. Elastic bending is proportional to the applied bending moment. When the bending moment is reduced or removed, the material partially recovers its original shape.
If an external load is applied to the steel pipe, there is generally a linear relationship between the bending moment and the bending curvature. This relationship is important for evaluating springback, residual stress distribution, and the final dimensional accuracy of the formed pipe.
Conclusion
Residual stress, work hardening, and the Bauschinger effect all play important roles in spiral tube forming. While deformation can increase tensile strength through work hardening, it may also reduce yield strength because of reverse plastic deformation. Understanding these material behavior changes is essential for improving forming quality, controlling springback, and achieving better dimensional consistency in spiral tube production.