Material Selection Guidelines for Two-Shot Injection Molding Design
Material selection is one of the most important factors in successful two-shot injection molding. Different materials must not only bond properly, but also match in processing temperature, shrinkage, and molding behavior.
Choosing the wrong material combination can lead to poor adhesion, deformation, cracking, surface defects, or unstable production. For this reason, engineers must carefully evaluate both material compatibility and product structure during the design phase.
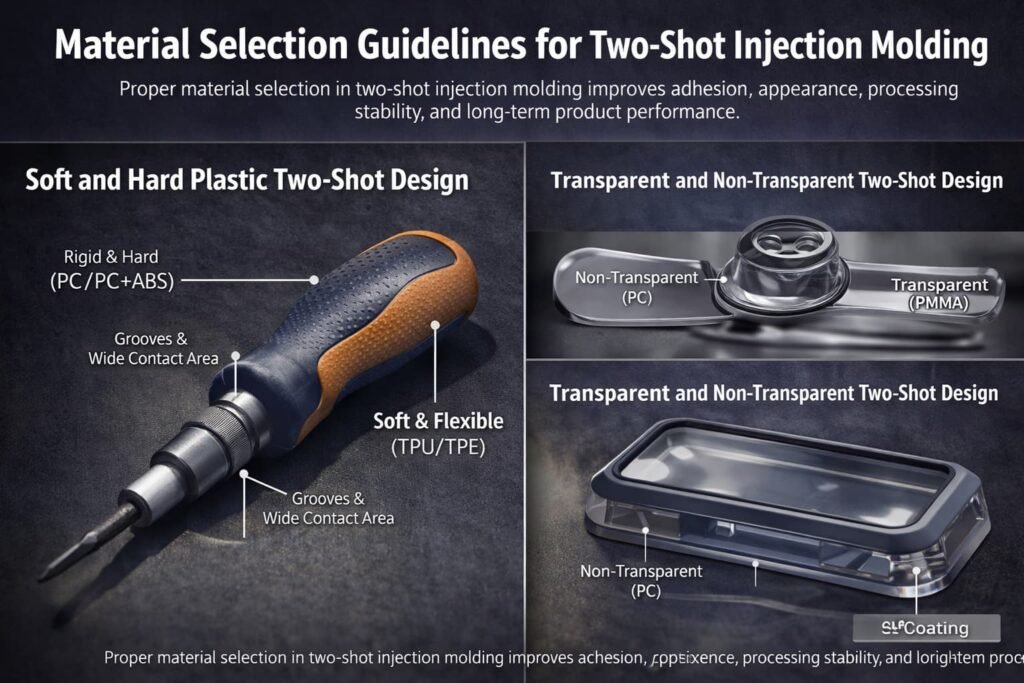
1. Soft and Hard Plastic Two-Shot Design
When combining rigid plastics with soft-touch materials, the two materials should have a suitable difference in melting temperature.
In many applications, a temperature difference of approximately 60°C is recommended, while at least 30°C is generally considered necessary for stable molding performance.
The first-shot material usually has a higher melting temperature. Common combinations include:
- First shot: PC or PC/ABS
- Second shot: TPU or TPE
For good structural stability, the rigid PC section is typically designed with a wall thickness of approximately 0.6 mm to 0.7 mm, while the soft-touch rubber section is generally recommended to be at least 0.4 mm thick.
To improve bonding performance between the two materials, designers should increase the contact area wherever possible. Grooves, undercuts, holes, or textured surfaces can also help improve mechanical adhesion.
In many designs, the first-shot material forms the core structure, while the second-shot material is molded over the surface to provide grip, sealing, or soft-touch functionality.
2. Material Compatibility Requirements
Two-shot molding materials must meet two main compatibility requirements:
- Adhesion compatibility between the two materials
- Processing compatibility during injection molding
Even if two materials can be processed together, they may not bond well if their chemical properties are too different. Likewise, materials with very different shrinkage rates or molding temperatures may create warpage, internal stress, or surface defects.
Material compatibility testing is strongly recommended during the early development stage.
3. Transparent and Non-Transparent Two-Shot Design
Small Lens Applications
For small lens or optical window designs, the first shot is often made from a non-transparent material, while the second shot forms the transparent lens section.
A common material combination is:
- First shot: PC with a higher melting temperature
- Second shot: PMMA
This combination allows the rigid structure and transparent optical area to be molded together in a single part.
Decorative Transparent Components
For decorative products that combine transparent and non-transparent areas, the first-shot material is usually a non-transparent engineering plastic, while the second-shot material is transparent.
Typical combinations include:
- First shot: PC
- Second shot: PMMA or transparent PC
When transparent PC is used, UV coating is often recommended to improve weather resistance and reduce yellowing over time.
PMMA can also be used with UV-resistant or hard-coating treatments to improve scratch resistance and durability.
If logos, characters, or decorative printing are applied to the transparent surface, UV protection is usually recommended to help preserve appearance over time.
Why Material Selection Is Important in Two-Shot Molding
Successful two-shot injection molding depends heavily on selecting materials that work well together in both adhesion and processing.
Proper material selection can improve product appearance, durability, bonding strength, and production stability while reducing the risk of molding defects and quality problems.