Classification of Forging Processes and Their Industrial Applications
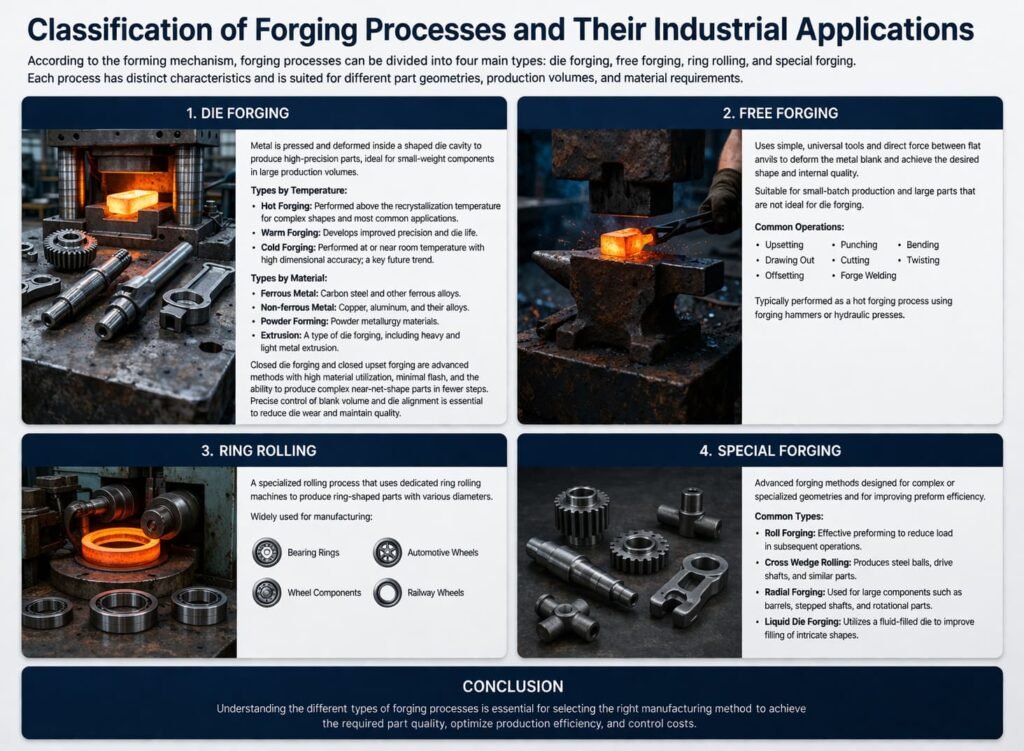
According to the forming mechanism, forging processes can be divided into die forging, free forging, ring rolling, and special forging. Each process has different forming characteristics and is suitable for different part structures, production volumes, and material requirements.
1. Die Forging
Die forging can be divided into open die forging and closed die forging. In this process, the metal blank is pressed and plastically deformed inside a forging die with a defined cavity shape to produce a forged part. Die forging is generally suitable for manufacturing parts with relatively small weight and large production volume.
According to the forming temperature, die forging can also be classified into hot forging, warm forging, and cold forging. Among these methods, warm forging and cold forging are considered important development directions in modern die forging because they represent higher process capability and improved dimensional precision.
According to the material type, die forging can also be divided into ferrous metal die forging, non-ferrous metal die forging, and powder product forming. Typical ferrous materials include carbon steel, while non-ferrous materials include copper and aluminum alloys. Powder metallurgy forming can also be included within this broader classification. Extrusion is generally regarded as a type of die forging and may be further divided into heavy metal extrusion and light metal extrusion.
Closed die forging and closed upset forging are two advanced die forging methods. Because these processes produce little or no flash, material utilization is high. Complex forgings can often be finished in one or several operations. Since there is no flash to accommodate excess material, strict control is required over blank volume, die position, and process measurement in order to reduce die wear and maintain stable part quality.
2. Free Forging
Free forging refers to a forging method in which a metal blank is deformed by simple universal tools or by direct external force applied between the upper and lower anvils of forging equipment. The purpose is to achieve the required geometry and internal quality without relying on a fully enclosed die cavity.
Forgings produced by this method are called free forgings. Free forging is mainly used for small-batch production and for larger parts that are not suitable for die forging. Typical equipment includes forging hammers and hydraulic presses.
The basic free forging operations include upsetting, drawing out, punching, cutting, bending, twisting, offsetting, and forge welding. Free forging is generally carried out as a hot forging process.
3. Ring Rolling
Ring rolling is a forming process used to manufacture ring-shaped parts with different diameters by means of specialized rolling equipment. This method is commonly used for producing bearing rings, wheel-related parts, automotive wheel components, and railway wheel parts.
4. Special Forging
Special forging includes roll forging, cross wedge rolling, radial forging, liquid die forging, and other advanced processes. These methods are particularly suitable for producing parts with special geometries or for improving preforming efficiency before final shaping.
For example, roll forging can be used as an effective preforming process to reduce the load required in subsequent forming operations. Cross wedge rolling is suitable for manufacturing steel balls, drive shafts, and similar elongated parts. Radial forging is commonly used for producing large forgings such as barrels, stepped shafts, and other rotational components.
Conclusion
Forging can be classified into die forging, free forging, ring rolling, and special forging according to the forming mechanism. Each method offers different advantages in terms of material utilization, production efficiency, part complexity, and manufacturing flexibility. Selecting the appropriate forging process is important for achieving the required product quality, cost control, and production performance.