Key Mold Design Points for Two-Shot Injection Molding
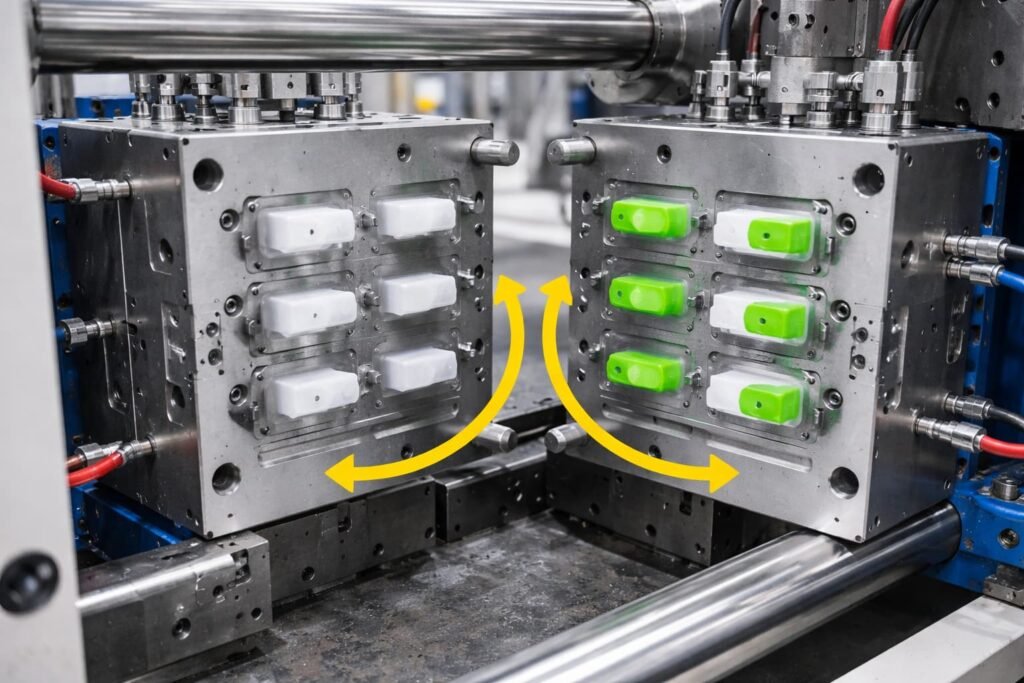
Two-shot injection molding requires careful mold design to ensure that the first molded part can be transferred smoothly into the second molding stage. Because the mold rotates or indexes during the process, the moving-side mold structure usually needs to be identical on both stations. In some special applications, the cavity layout may vary, but the mold movement and positioning must still remain highly consistent.
Matching Moving Mold Structure
In a two-shot mold, the moving mold side generally needs to maintain the same structure at both molding positions. This is because the first-shot part is transferred to the second-shot station through rotation or indexing, and the mold must align accurately during both molding cycles.
If the moving-side structure is inconsistent, it can affect part transfer, positioning accuracy, and molding stability. Only in certain special cases can the cavity design differ, and even then, the transfer logic must be carefully controlled.
Handling the First Shot After Molding
After the first shot is completed, the part should not remain attached in a way that interferes with the second shot. Ideally, a hot runner system is used to avoid runner waste and improve molding continuity.
If a hot runner is not used, robotic part handling may be required in some process setups. Another practical option is to use a submarine gate or other gate design that can detach automatically during mold opening. If the gate remains attached and cannot separate cleanly, the second-shot process may not continue smoothly.
Part Retention on the Moving Mold Side
In two-shot molding, once the mold opens after the first injection stage, the first-shot part must remain on the moving mold side. This is essential so the part can rotate or transfer correctly into the second molding position.
In many mold designs, it is even preferable for both the first-shot and final product stages to remain on the moving side. This improves transfer control and helps maintain process consistency during automatic production.
Sequential Mold Opening Design
To achieve proper transfer and release in a two-shot mold, the mold often requires sequential opening actions. This may involve pull rods, delayed opening structures, and other controlled mechanisms that allow different mold sections to open in the correct order.
In many designs, the cavity side must open first, followed by movement that supports part transfer or release. Additional ejection mechanisms may also be required on the fixed mold side, depending on the product structure and gating arrangement.
Conclusion
Two-shot injection molding places much higher demands on mold design than standard single-shot molding. The moving-side mold structure must be coordinated carefully, the first-shot part must remain on the correct side, and the gating and opening sequence must support smooth transfer into the second shot. A stable two-shot mold design helps improve cycle consistency, reduce production interruption, and support efficient multi-material or multi-color molding.