Common Die Casting Defects and Their Solutions
Die casting defects can reduce product quality, increase scrap rates, and affect production efficiency. Understanding the causes of common defects and how to prevent them is essential for stable manufacturing and consistent casting quality.
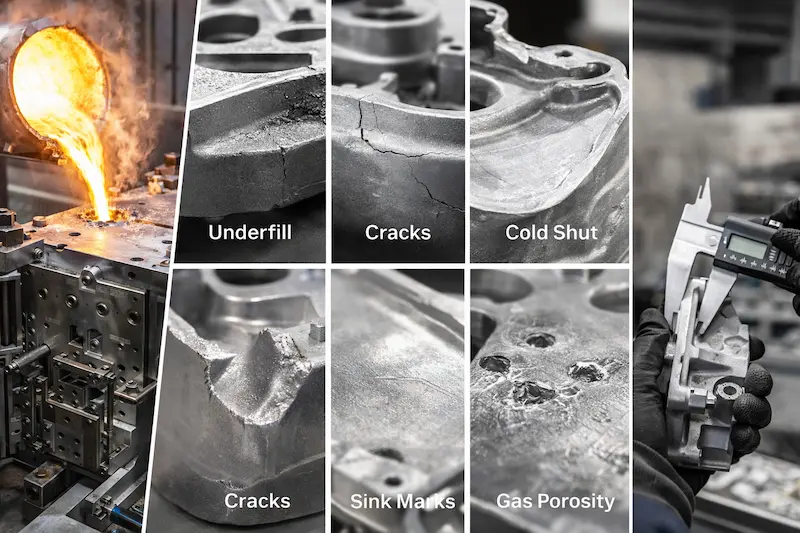
1. Underfilling
Underfilling, also known as incomplete filling or unclear part outline, occurs when molten metal does not fully fill the cavity, leaving missing corners, thin edges, or incomplete shapes.
Main Causes:
- Poor fluidity of molten aluminum
- High gas content or excessive slag in the melt
- Gate section is too small
- Poor venting and excessive cavity gas pressure
- Mold temperature is too high or filling speed is too low
Solutions:
- Improve melt fluidity through proper refining and slag removal
- Increase pouring temperature and mold temperature when necessary
- Increase casting speed
- Enlarge the gate cross-sectional area
- Improve venting, overflow grooves, and exhaust channels
- Apply thinner and more uniform mold coatings
2. Cracks
Cracks appear as irregular linear fractures on the casting surface and may be either penetrating or non-penetrating. Cracks can occur during solidification or after ejection.
Main Causes:
- Unreasonable casting structure and excessive shrinkage stress
- Uneven ejection force or poor ejector pin layout
- Mold temperature is too high or too low
- Excessive harmful elements in the alloy
Solutions:
- Optimize the casting structure and reduce wall thickness variation
- Add fillets and smooth section transitions
- Correct the ejector system to ensure balanced force
- Maintain proper mold working temperature
- Control alloy composition and harmful elements
3. Cold Shut
Cold shut defects appear as visible lines where two metal flow fronts meet but do not fuse completely. These weak areas can continue to crack under external force.
Main Causes:
- Poor fluidity of molten metal
- Improper gate design or long flow path
- Low pouring temperature
- Poor exhaust or insufficient filling pressure
Solutions:
- Increase melt temperature and mold temperature appropriately
- Improve gate layout and overflow design
- Increase filling speed
- Improve venting conditions
- Increase injection pressure
4. Sink Marks
Sink marks are shallow depressions that appear on the casting surface, usually in thicker sections or areas with uneven wall thickness.
Main Causes:
- Unreasonable casting structure with local hot spots
- Large alloy shrinkage rate
- Gate area is too small
- Mold temperature is too high
Solutions:
- Keep wall thickness as uniform as possible
- Use gradual transitions between thick and thin sections
- Increase gate size
- Reduce mold temperature and melt temperature
- Improve cooling and mold temperature balance
5. Bubbles and Gas Porosity
Bubbles and gas porosity occur when trapped gas forms beneath the casting surface, creating raised or hollow areas.
Main Causes:
- Mold temperature is too high
- Filling speed is too fast, causing air entrapment
- Coating contains excessive moisture or gas
- Poor venting
- Mold opens too early
- Molten aluminum temperature is too high
Solutions:
- Cool the mold to its proper working temperature
- Reduce filling speed
- Use mold coatings with low gas generation
- Ensure coatings are fully dried before casting
- Add or clean vent grooves
- Adjust mold opening time and melting process
By identifying the causes of common die casting defects and applying the appropriate corrective actions, manufacturers can improve casting quality, reduce scrap, and achieve more stable production results.