Injection Molding Defects Guide for Sink Marks and Product Whitening
In injection molding production, surface defects such as sink marks and whitening can affect part appearance, dimensional stability, and overall product quality. To reduce defect rates and improve molding consistency, it is important to understand the main causes of these defects and apply the correct corrective actions during mold design and molding production.
1. Sink Marks
Sink marks are one of the most common appearance defects in injection molded parts. They usually appear as slight depressions on the part surface and are often related to cooling, packing pressure, and wall thickness variation.
The main causes of sink marks include:
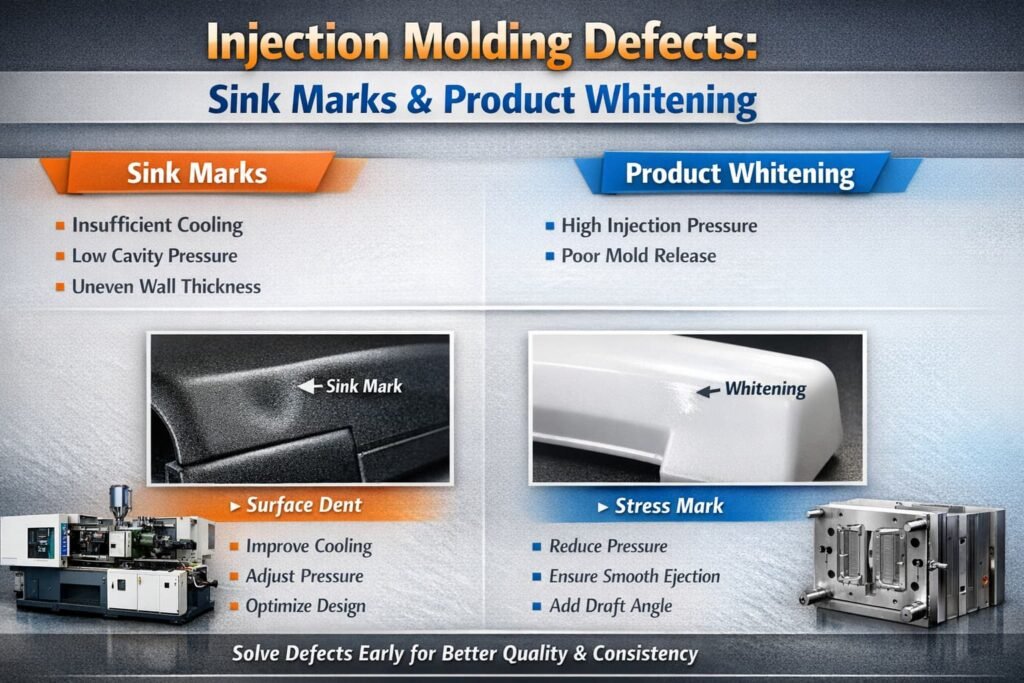
- Insufficient mold cooling or insufficient cooling time, which can cause local shrinkage and deformation
- Insufficient internal cavity pressure during the molding process
- Uneven product wall thickness in different areas of the part
Common solutions for sink marks include reducing barrel temperature and mold temperature, improving local cooling in the affected area, adjusting gate or runner filling conditions near the sink mark location, and optimizing the part design to reduce wall thickness differences.
2. Product Whitening
Product whitening usually appears as white stress marks or whitening areas on the molded part surface. This defect is often related to excessive molding stress or poor demolding performance.
The main causes of product whitening include:
- Excessive injection pressure during the molding process
- Poor mold release caused by insufficient draft angle or rough cavity surface condition
Common solutions for product whitening include applying proper draft angle during plastic mold design, ensuring that the mold cavity surface remains smooth, and reducing injection pressure during production when whitening occurs.
Why Early Defect Control Matters
Controlling sink marks and whitening at the mold design and process adjustment stage helps improve product appearance, reduce rejection rates, and maintain more stable injection molding production. Proper wall thickness design, good mold release conditions, balanced cooling, and correct molding pressure settings all play an important role in defect prevention.