Casting Design Principles for Pouring Position, Parting Surface, and Structural Processability
In casting production, the selection of the pouring position, the parting surface, and the structural design of the casting all have a direct influence on mold making, feeding performance, dimensional accuracy, and overall casting quality. A well-planned casting design can simplify manufacturing, reduce defects, and improve production efficiency.
Selection Principles for the Pouring Position
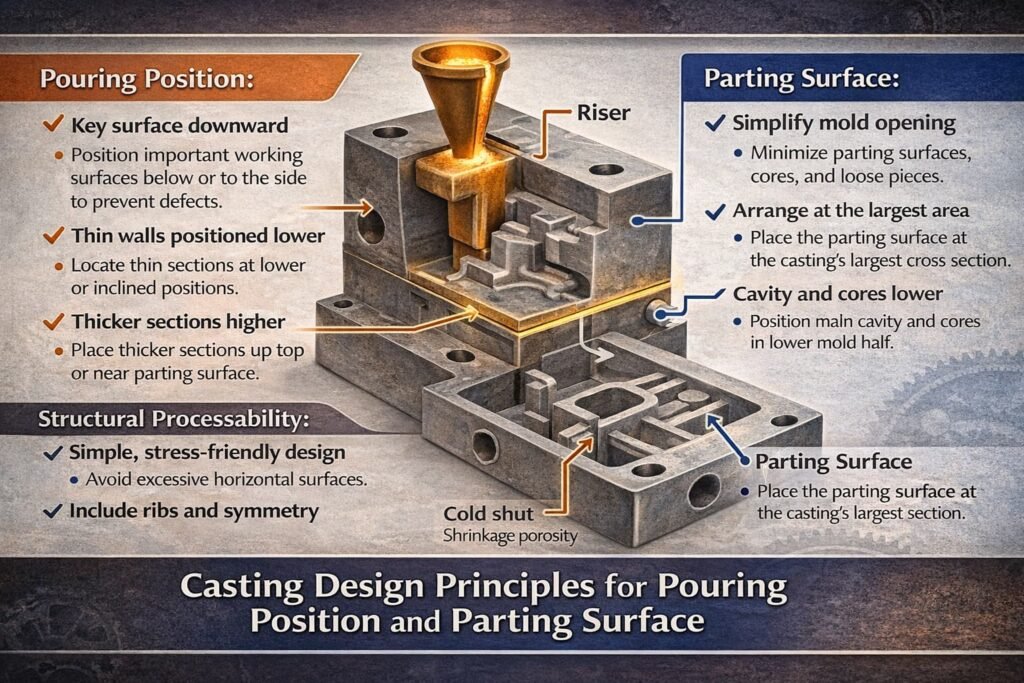
The pouring position should be determined according to the structural features and quality requirements of the casting. In general, important working surfaces should be positioned downward whenever possible. If this cannot be achieved, they should be arranged on the side to reduce the risk of defects on critical functional areas.
Large flat surfaces should also be placed as reasonably as possible to support stable metal filling and improve casting quality. For castings with thin-wall sections, most of these thin areas should be located in the lower part of the mold, or arranged in a vertical or inclined position. This helps prevent defects such as misruns and cold shuts.
Thicker sections should be placed in the upper part of the casting or near the parting surface whenever possible. This makes it easier to arrange risers and support effective feeding during solidification, which helps reduce shrinkage defects.
Selection Principles for the Parting Surface
The parting surface should be designed to make mold opening easier and to simplify the molding process. A good parting design reduces unnecessary complexity, minimizes the number of parting surfaces, and avoids excessive loose pieces or cores.
Where possible, all or most of the casting should be arranged within the same mold half in order to improve dimensional accuracy and simplify production. In many cases, the parting surface is best placed at the largest cross-sectional area of the casting.
The cavity and the main core should also be arranged in the lower mold half as much as possible. This is helpful for molding operations, core setting, mold assembly, and inspection of casting wall thickness.
Structural Processability of the Casting
The structure of a casting should be designed with processability in mind. A simplified casting structure generally makes production easier, reduces tooling difficulty, and lowers the risk of defects.
The structural stress distribution of the casting should also be suitable for the required performance of the component. At the same time, excessive horizontal surfaces should be avoided as much as possible, since they can complicate molding and increase the possibility of casting defects.
Symmetrical structures or reinforced rib designs are often preferred because they can improve strength, reduce deformation, and support more stable manufacturing results.
Conclusion
Proper selection of the pouring position, careful design of the parting surface, and good structural processability are essential factors in casting design. These principles help improve mold design, reduce manufacturing difficulty, enhance feeding performance, and ensure better casting quality in production.