Blow Molding Pinch-Off Design for Better Sealing and Trimming
In blow molding, the pinch-off area is used to hold and seal the parison during the molding process. Proper pinch-off design is essential because it directly affects air sealing, flash removal, and final product quality.
Importance of Pinch-Off Clearance
One of the most important considerations in pinch-off design is the amount of excess material left between the two mold halves.
If the pinch-off clearance is too small, the parison may be cut through completely during mold closing. This can cause air leakage during blowing and prevent the product from achieving the required shape and dimensions.
On the other hand, if the pinch-off clearance is too large, excessive material will remain around the part. This makes trimming more difficult and increases post-processing time.
Recommended Pinch-Off Dimensions
When designing the pinch-off distance, engineers should mainly consider the parison wall thickness and the material properties of the resin being used.
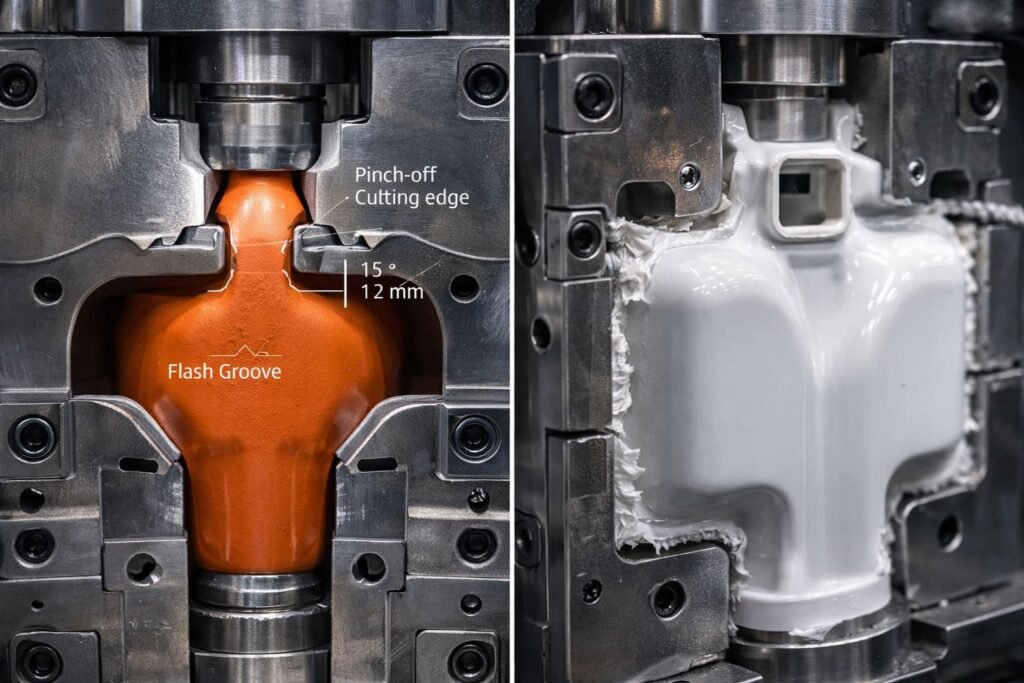
In most cases, the pinch-off land width is typically between 1 mm and 2 mm, while the cutting edge angle is generally designed between 15° and 30°.
These dimensions help achieve a good balance between sealing performance and easy trimming.
Flash Groove Design
Flash grooves are usually placed on both sides of the pinch-off area or designed to pass completely through the left and right sides of the mold.
The size of the flash groove should be determined according to the width and thickness of the parison after clamping. A properly designed groove allows the mold to close tightly while still leaving enough space to control excess material.
Good pinch-off and flash groove design can improve sealing performance, reduce trimming difficulties, and help maintain stable blow molding quality.