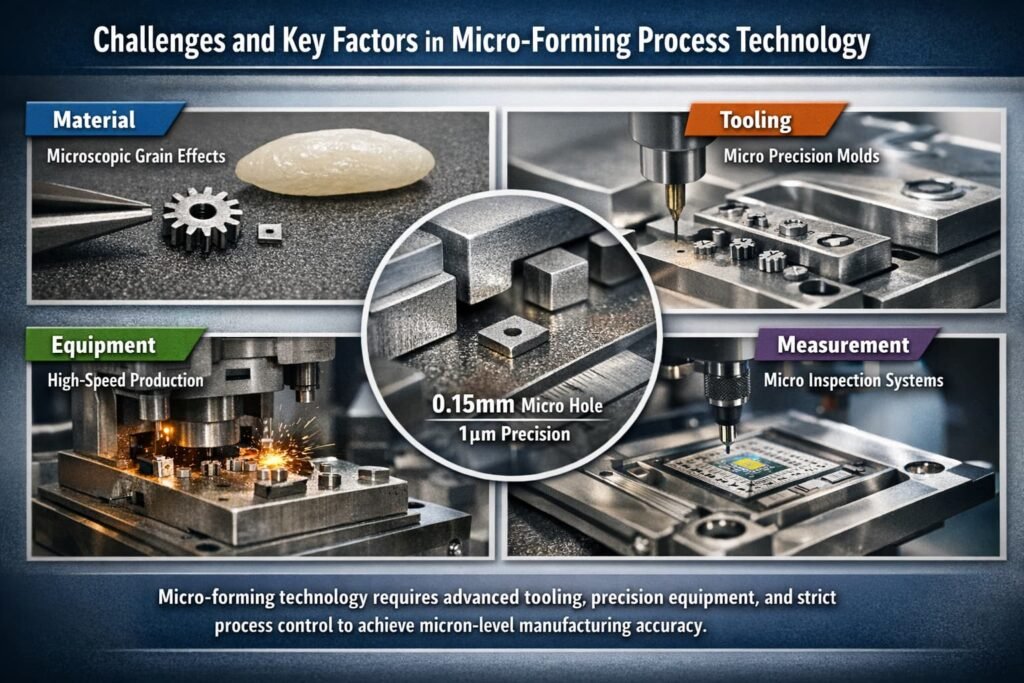
Challenges and Key Factors in Micro-Forming Process Technology
Like traditional forming technology, micro-forming systems are composed of four main elements: materials, forming processes, tooling, and equipment. However, because micro-forming operates at an extremely small scale, the process is strongly influenced by micro-scale effects that do not exist in conventional forming.
In micro-forming, it is not possible to simply reduce the dimensions of a conventional process and expect the same results. Process parameters, structural design, and physical properties behave differently when product dimensions become extremely small.
Miniaturization affects every part of the process system, including material behavior, tooling precision, forming force, friction, springback, burr generation, and final product accuracy.
Material Effects in Micro-Forming
The behavior of materials in micro-forming is closely related to the microscopic grain size and microstructure of the material. Important factors include flow stress, anisotropy, elongation, and forming limits.
Because the product dimensions are so small, the grain size of the material can become comparable to the size of the part itself. This means that the material may no longer behave in the same way as it does in larger-scale forming operations.
Changes in material behavior directly affect forming force, friction, springback, burr formation, and dimensional precision. These effects must also be considered in finite element analysis and simulation models.
Tooling Challenges
Tooling is one of the most difficult aspects of micro-forming technology. The mold must be capable of producing extremely small and highly precise features, including micro holes, tiny protrusions, and complex internal cavities.
For example, punching a hole smaller than 0.15 mm at a speed of 300 strokes per minute requires extremely precise positioning within only 0.12 seconds. Producing a mold with one-micron precision is a major manufacturing challenge.
As the feature size decreases, mold wear, machining difficulty, and tolerance control become more severe. Even slight errors can result in major defects in the final product.
Equipment and Process Control
Micro-forming equipment must provide extremely accurate control over punching speed, positioning, and transmission systems. High-speed operation combined with micron-level accuracy creates major demands on machine performance.
Another challenge is that tiny formed parts often stick to tooling surfaces because of adhesion, static electricity, or surface tension. This makes automatic handling and part removal more difficult than in conventional forming.
Fortunately, the development of micromachines and advanced automation technologies has helped improve the handling of small parts during production.
Measurement and Inspection Requirements
The miniaturization of products also creates challenges in measurement and quality control. Traditional measuring tools are often not accurate enough for micro-scale features.
As a result, new inspection methods, high-magnification optical systems, and specialized measurement equipment are often required to verify dimensions, tolerances, and surface quality.
Micro-forming production environments may also require better vibration control, cleaner working conditions, and more stable temperature management to ensure consistent precision.
Conclusion
Micro-forming technology offers important advantages for producing miniature components with high precision, but it also introduces major challenges in materials, tooling, equipment, and quality control.
As product sizes continue to decrease, manufacturers must develop more advanced process controls, more precise tooling, and better measurement systems. Humanity somehow decided that making normal-sized parts was not stressful enough, so now we are building molds smaller than a grain of rice and expecting micron-level accuracy at 300 strokes per minute.